服务电话:13909444958
服务电话:13909444958

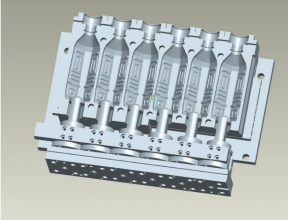
提到塑料制品,人们往往会首先想到该产品是采用注塑方式加工生产的。但我们生活当中经常使用的物品中,却有很多是用吹塑的加工方法生产出来的。吹塑是一种采用中空热塑性制件的方法。吹塑的加工工艺由5步组成:1.塑料型坯(中空塑料管的挤出);2.在型坯上将瓣合模具闭合,夹紧模具并切断型坯;3.向模腔的冷壁吹胀型培,调整开口并在冷却期间保持一定的压力,打开模具,脱下被吹的零件;5.修整飞边得到成品。
甘肃吹瓶模具,其模具形状几乎涵概了整个的矿泉水包装市场,果汁包装市场,食品及部分非食品包装市场。兰州东峰塑料加工厂的吹瓶模具具有投资成本低,投产时间短,维护成本低等优点。最新的CAD,CAM科技的灵活应用加上富有经验的设计队伍是我们在吹瓶模具市场上处于领先地位的关键。我们的设计部全都使用CAD,2D3D软件进行设计,以满足当今市场上对塑料制品各式外形设计的需要。

模具的定位柱是确保两片模具在正确位置闭合的关键零件。在往复式吹塑机、全自动式吹塑机的定位柱设计上可参照注塑机的模具设计,但是多工位转盘式吹塑机所用的模具,它的定位柱设计需要充分考虑到模板开合角度。多工位转盘式吹塑机的模具开合并不是平行的,而是动模板按照一个固定点旋转来完成开合动作的,只有合模时动模板和静模板才是平行状态。当开模时动、静模板角度会随着开模量的增加而逐渐加大,当模具达到较大开模量时两块模板会形成90度夹角。如果我们设计的定位柱不合理,那么合模时导向柱会和导向套形成一个夹角,使得模具不能闭合。