服务电话:13909444958
服务电话:13909444958

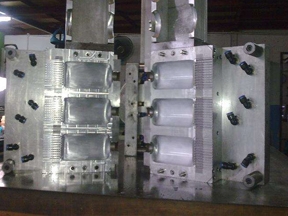
1、吹瓶模具基本原理
首先射出成型加工制出瓶胚,这是将熔胶射进模穴,然后迅速冷却,使瓶胚温度低于结晶温度的范围,制成透明的瓶胚;而后是将瓶胚加热,使其高于玻璃转化点温度,然后延伸、吹气和冷却成型。
2、加工方法
分为一段式和两段式两种。
一段式是射出和吹气在同一台机器完成,射出成型的瓶胚冷却到低于结晶温度范围,但仍保持在热弹性的状态,吹气成瓶。
两段式是由射出成型机和中空成型机两台机器完成。首先由射出成型机制成瓶胚后,将瓶胚冷却至凝固温度脱膜取出,冷却到室温,待要吹瓶时,再送进中空成型机将瓶胚加热至吹瓶温度,然后吹气、冷却成型。

PET瓶胚的射出成型工艺条件
PET瓶胚除了可用挤出成型工艺外,大部分均用射出成型制作瓶胚。
在整个瓶胚工艺设备中,除了射出成型机,还包括:热流道模具、酯粒干燥机、模具冷却冰水机、瓶胚取出机械手臂、瓶胚输送带及射出环境控制空调干燥机等,而各个机具均是要配合射出机的作动,所以射出成型机扮演瓶胚成型工艺中重要的角色。
一般,瓶胚模具射出机主要的工艺控制参数有:(1)螺杆转速;(2)射出压力;(3)射出速度;(4)料管温度;(5)射嘴温度;(6)保压;(7)拉松退;(8)开关模速度;(9)冷却时间;(10)循环时间。每个参数均攸关射出产品的质量,因此,参数的控制很重要,为达到良好的工艺参数,所以射出机的性能须配合工艺需要而加以设计